
В среднем диапазон цены на сварочные полуавтоматы колеблется от 12 до 480 тысяч рублей. Чтобы выяснить, какой полуавтомат лучше всего взять для производства, необходимо знать все его ключевые особенности, как они будут влиять на удобство при выполнении сварочных работ и на качество конечного шва. Это сузит круг аппаратов, поможет и облегчит выбор нужной модели для выполнения поставленных задач и не отдавать лишние деньги за функционал, который не будет использоваться.
Принцип работы сварочного полуавтомата
Сварочные полуавтоматы славятся своей высокой производительностью и преобладают над другими видами аппаратов. Благодаря своей отличительной особенностью они являются обладателями встроенного узла подачи проволоки, которая служит одновременно и присадочным материалом, и одним из контактов для поджига дуги.
Благодаря этой особенности можно делать непрерывные швы до 3-4 метра в длину. У полуавтоматов нету проблемы компенсации длины, когда необходимо приближать торец электрода к сварочной ванне. Это позволяет удобно манипулировать горелкой во время создания шва.

Принцип работы полуавтомата основывается на получении из сети 220 или 380 В и занижении его до 30-90В, параллельно повышая силу тока до 120-500А. Это позволяет плавить сварочной дугой металлы с минимальными усилиями. Если сварка деталей была проделана правильно, то зачищать заготовку от шлака не нужно.
Во время проведения сварочных работ задействуются следующие части оборудования:
- Механическая. Механика с электромотором подает сварочную проволоку, скорость которой можно отрегулировать на аппарате в зависимости от силы тока, необходимой толщины шва и диаметра присадки.
- Электрическая. Нажимая на кнопку проволока начинает двигаться в направлении к свариваемым деталям и при контакте возбуждает электрическую дугу, которая плавит как проволоку, так и кромки соединения.
- Газовая. Выступает в качестве защиты сварочной ванны от взаимодействия с окружающим воздухом. Нажимая на кнопку горелки, из сопла начинает выходить защитный газ. Благодаря трубчатой форме оно обеспечивает укрытие зоны сварки по всей площади. Отсутствие сопла повлечет за собой шов плохого качества, пористый и негерметичный.
Выбираем сварочный полуавтомат исходя из вида питания
На выбор доступно три вида источника питания:
- Трансформаторы - является самым тяжеловесным видом полуавтоматов за счет крупногабаритных катушек, размещенных внутри корпуса. Благодаря тому, что данный вид имеет малое количество деталей, они могут пережить самые суровые условия(холод, жара, частые перевозки, пыль). Так же неприхотливы к обслуживанию, а если и требуется ремонт, то обойдется недорого по сравнению с другими видами.
- Выпрямители - имеет похожую конструкцию что и трансформатор, но содержит в себе элемент благодаря которому выпрямляется переменное пониженное напряжение - диодный мост. Имея это появляется возможность варить на постоянном токе такие металлы как нержавеющую сталь, чугун или добиваться более качественных швов на обычном «черном» металле.
- Инверторные - самые современные и самые дорогие в обслуживании. Конструкция этих аппаратов позволяет им меньше употреблять напряжение из сети, являются компактными, широкие возможности по сварке материалов (нержавеющие стали, чугун, углеродистые металлы, алюминий).



Выбор защитного газа
Чтобы шов получался качественным нужен не только хороший полуавтомат, но и защитный газ. Этот тип сварки был назван как MIG/MAG, потому что предполагает сварку в инертной атмосфере либо с активными веществами. Газ подается в аппарат по шлангам из баллона к которому подключен редуктор позволяющий контролировать давление. Нажимая на кнопку горелки из её сопла выходит газ и изолирует сварочную ванну от воздействий на жидкий металл окружающего воздуха.
Для полуавтоматов существует несколько видов газа, который выбирают в зависимости от производственных задач:
- Углекислый газ - является самым дешевым вариантом, но это компенсируется на качестве шва - образуется грубая чешуя, во время сварки образуется большой количество расплавленных капель металла, слышен треск. Пригоден для листов металла, чья толщина не превышает 0.8-1.2 мм. Пригоден только для сварки по “черному” металлу.
- Смесь аргона и углекислоты - смесь аргона и углекислотного газа в соотношении 80% на 20% соответственно. По сравнению с углекислым газом стоят в 2 раза дороже, но обеспечивает крайне низкое количество брызг во время сварки, гладкий и с минимальных количеством чешуи на шве. Благодаря данному виду газа обрабатывать место сварки практически не нужно. Хорошо себя зарекомендовал в сварке углеродистых сталей и нержавейки.
- Чистый аргон - незначительно дороже смеси аргона и углекислоты. Предназначен для сварки таких металлов, как: легированная сталь, алюминий, титан и медь.
Также существует особый вид проволоки позволяющая варить без защитного газа - это порошковая проволока. Внутри нее располагается флюс, который за счет высоких температур образует инертную атмосферу благодаря парам флюса.
Хоть она и упрощает сварку в несколько раз, цена на такую проволоку в 4-5 раз выше чем на обычную.
Основные параметры при выборе сварочного полуавтомата
Изучив все виды полуавтоматов и особенности работы как с защитными газами, так и с порошковой проволокой теперь можно поговорить о ключевых параметрах. Для того чтобы выяснить, какой аппарат лучше всего подходит для гаража или крупногабаритного производства необходимо определиться в 3-х характеристиках, воздействующие на возможности сварки.
Толщина сварочной проволоки и мощность сварочного тока
Полуавтомат необходимо выбирать исходя из толщины металла с которым предстоит работать. Для работ с кузовными элементами автомобиля или ремонт корпусов электрооборудования необходим слабый ток и небольшую толщину проволоки, чтобы свести к 0 вероятность появления прожогов. Если же взять менее мощный аппарат, то он попросту не сможет соединить края образовав наложение расплавленного металла поверху. Однако, если выбрать помощнее, но взяв малый диаметр проволоки, то последняя не успеет достичь соединяемых деталей.
Таблица подбора режима сварки полуавтоматом
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
| 0.5-1 | 0.5-0.9 | 30-80 |
| 1.5-2 | 1.0-1.2 | 80-150 |
| 3 | 1.2-1.4 | 150-200 |
| 3-4 | 1.2-1.6 | 180-250 |
| 6 | 1.2-2.0 | 200-420 |
| 9-11 | 1.2-2.5 | 300-450 |
| 12-20 | 1.2-2.5 | 380-550 |
Продолжительность включения сварочного аппарата
Во время продолжительных сварочных работ полуавтомат начинает перегреваться и это нужно учитывать, чтобы работа не застаивалась. Для избежания перегревов был введен термин продолжительность включения(ПВ). Это разница между временем работы под нагрузкой аппарата и времени на его охлаждение. В качестве примера, в течение 10 минут полуавтомат работал 7 минут и 3 минуты отдыхал, то ПВ будет иметь значение 70%.
Фотография спецификации сварочного аппарата:
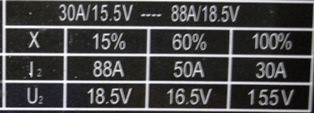
Если ВП равен 15%, то работать можно на 88А с продолжительностью в 1 минуту и 30 секунд, а остальные 8 минут и 30 секунд необходимо выделить на охлаждение аппарата. При ВП 60% время работы увеличится до 6 минут, и охлаждение будет длиться уже 4 минуты, но сила тока уже будет 50А. На ВП 100% можно спокойной работать не отвлекаясь на охлаждение, но сила тока будет низкой - 30А.
Так, например, в бытовых сварочных аппаратах ПВ число в среднем не превышает 30%. Для полупрофессиональных аппаратов варьируется от 35 до 50%. Профессиональные же рассчитаны для производства с постоянной занятостью и ПВ начинается от 65%.
Какие конструктивные особенности важны
Знать только эти параметры недостаточно, необходимо еще узнать с какими функциями поставляется полуавтомат, которые влияют на комфортное использование оборудование и на его цену. Теперь рассмотрим аппараты с учетом характеристик горелки и дополнительных функций.
Тип и длина сварочной горелки для полуавтомата
Сварочные горелки имеют общую конструкцию с рукояткой, клавишей пуска и гусаком, но бывают они нескольких типов. На концевой части гусака находится мундштук и сопло. Мундштук распределяет защитный газ, а сопло направляет.

В зависимости от режимов сварки диаметр сопла и мундштука могу менять. Так же и гусак, коротким намного проще сварить мелкие детали, а более длинным легче манипулировать на крупных металлоконструкциях.
Особенности горелок, которые следует учитывать при выборе для полуавтомата:
- Максимальный сварочный ток - обозначается в амперах и обычно составляет в диапазоне от 150 до 500 А. Выбор зависит от возможностей аппарата. Если варить горелкой, у которой меньше сварочный ток, чем у полуавтомата, то она может очень скоро сгореть или вовсе расплавиться.
- Тянущий механизм на горелке - это устройство с небольшим блок, который тянет проволоку к соплу. Это позволяет использовать горелку на более удаленных местах от аппарата, но этот блок будет мешать обзору, уменьшая видимость, и быстрее утомлять руку. Применяется только в специфических условиях.
- С жидкостным охлаждением - позволяют варить дольше по сравнению с горелками воздушного охлаждения, благодаря тому, что жидкость забирает лишнее тепло и переносит его в бак, где она охлаждается. Однако такие модели стоят дороже, чем без жидкостного охлаждения.
Регулируемая индуктивность тока
На некоторых аппаратах есть возможность регулировки индуктивности тока. Благодаря этой функции уменьшается разбрызгивание жидкого металла и повышается глубина проникновения в шов. Достигается это благодаря добавлению промежутка времени для отделения расплавленной капли от конца проволоки и ее мягкого перемещения на соединяемые детали. Однако потребуется смесь аргона с углекислотой.

Защита от перегрева и замыкания
Во время работы аппарат может начать перегреваться или из-за нестабильной питания сети произойти замыкание, то детали могут сгореть. Чтобы избежать такие случаи, полуавтоматы оснащаются защитой, которая срабатывает автоматически. Данная функция спасает как аппарат, так и человека, если он стоит на токопроводящей части.
Если у аппарата не имеется данного вида защиты, то его можно подключить к сети подключенную через автомат, но это потребует установки автомата, если его нет. Модели с автоматическими выключателями оправданы только в том случае если сварка проводится на новом месте в неизвестных условиях.
Цифровая индикация
Для простых сварочных работ аппараты с изображенной шкалой и вращающейся ручкой, которое дает некоторое представление об изменяемом сварочном токе и скорости подачи проволоки, вполне достаточно.

Если же требуется выполнять соединения тонких металлов (кузов авто) или алюминия, то лучше выбрать полуавтомат с цифровой индикацией, помогающий точно установить нужные значения и запомнить их на будущее. Регулировка на нем выполняется поворотом колеса или кнопками «+» и «-», а цифры светятся на табло и хорошо заметны в плохо освещенных помещениях.
Если необходимо сварить легкоплавки элементы по типу кузова автомобиля или алюминия, то лучше подобрать с цифровой индикацией, благодаря которой можно с точностью выставить нужные параметры. С помощью поворотного колесика или, в зависимости от модели, кнопок «+» и «-» производится регулировка, а табло, отображающее значение, хорошо видно в плохо освещенных местах.
Выбор сварочного полуавтомата в зависимости от производства
Теперь настал момент, когда можно объединить все полученные знания и ключевые особенности для определения нужного полуавтомата, который справится с поставленными задачами.
СТО, ремонт кузовов легковых авто с последующей зачисткой швов
Для таких вид работ можно взять модель с максимальной силой тока в 180 А с проволокой диаметром 0.8 мм, в едином блоке с двухроликовым подающим механизмом. Необходимое питание от сети - 220 В. В качестве защитного газа использовать углекислотный. Сварочную горелку предпочтительнее взять на 3 метра.

Ремонт спецтехники, сварка емкостей, теплиц, дверей, ворот, заборов
Потребуется полуавтомат позволяющий выдавать до 270 А, но работающий из сети 220 В и с проволокой 1.0-1.2 мм. В качестве защитного газа будет использоваться смесь MIX. Для получения более ровного шва понадобится чертырехроликовый механизм подачи. Длины горелки хватит на 3 метра.

Сварка каркасов и других металлоконструкций из швеллеров, уголков и профильной трубы с толщиной стенки более 10 мм
Для таких целей подойдет полуавтомат, достигающий 400 А, с использованием проволоки 1.6 мм. Аппарат должен запитываться из сети 380 В. Смесь аргона и углекислоты используется как защитный газ. Длина сварочной горелки должна быть на 5 метров, что облегчит перемещение на крупногабаритных конструкциях.
