
Принцип действия точечной сварки SPOT
Работа контактной сварки основана на довольно простой технологии - на зафиксированные плотно детали подается мощный электрический импульс. Таким образом, металл начинает нагреваться и в точке соприкосновения возникает расплавленное ядро. В связи с тем, что детали сжаты, начинает происходит диффузия между металлами. После, перестает подаваться ток, точка соприкосновения остывает, металл начинает кристаллизоваться. Сварная точка получается прочной, при попытке разделить соединение лопается лишь рядом с местом сварки. Сами аппараты выполняют роль генератора импульса и фиксатора свариваемых деталей.
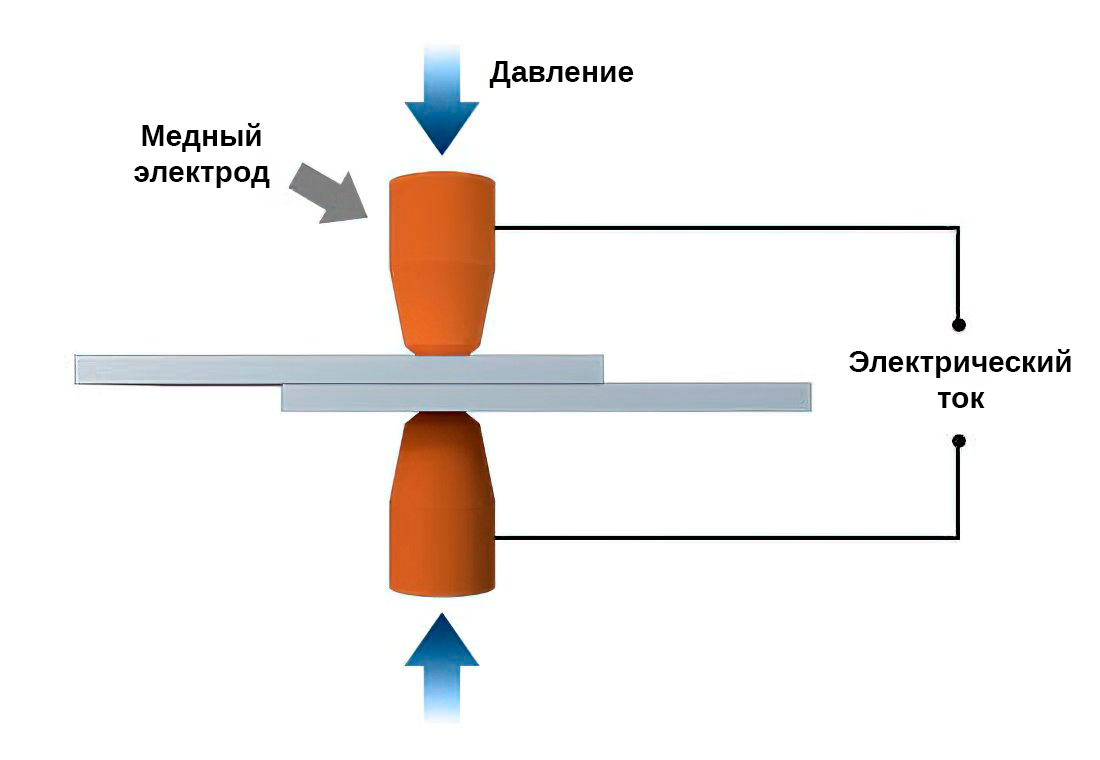
Для обеспечения равномерно расплавленного металла импульс тока должен иметь крайне высокую силу тока и низкое напряжение. Аппараты, применяемые в промышленности обычно имеют силу тока в 5 - 20 кА, а напряжение не более 1-4 вольта.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух комплектующих:
- Зажимные клещи;
- Источник питания.
Для обеспечения аппарата высокой мощностью разряд при небольшом напряжении, применяется индукционный трансформатор. Соотношение первичной и вторичной обмоток способствует получению электрического импульса, который необходим для расплавления металла.

Зажимные клещи представляют из себя два медных или графитовых контакта, которые находятся на концах рычагов, и прижимного механизма.
Существуют прижимы с разными видами приводов:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет приложенных сил на рычаг. Используются в самодельных или бытовых аппаратах, не позволяют контролировать степень сжатия, малоэффективны.
- Пневматические. Довольно популярный вид для портативных аппаратов. Позволяют легко регулировать при помощи изменения давления. Однако, к недостатком можно отнести их медлительность и отсутствие возможности изменить давление в процессе сварки.
- Гидравлические. Обладают меньший спрос, привод также медленный, но уже позволяет более тонко настроить параметры работы. Всё это возможно благодаря использованию перепускных регулируемых клапанов.
- Электромагнитные. Самый технологичный и скоростной вид приводов. Применяются как на переносных, так и на крупных стационарных аппаратах. Обеспечивают полноценную регулировку сжатия деталей в процессе выполнения сварки, тем самым позволяя добиться высококачественного провара и избежать выплесков металла.
Более сложное строение механизма предусматривает применение жидкостного охлаждения на сильно нагруженных аппаратах. использование разного рода систем, позволяющие управлять током и силой прижимов, а также полноценная роботизация манипулированием электродов.
Где используется точечная сварка?
Точечная сварка применяется во многих отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, бытовую технику, металлическую мебель, электронику и медицинскую.

Учитывая простоту автоматизации точечной сварки в сочетании с роботами и манипуляционными системами, она является наиболее распространенным процессом соединения на линиях крупносерийного производства и, в частности, уже более 100 лет является основным процессом соединения при изготовлении стальных автомобилей.
Преимущества и недостатки
Основными преимуществами точечной сварки можно выделить следующие пункты:
- Прочность соединения;
- Технологичность;
- Экономичность;
- Возможность соединения как толстых, так и ультратонких деталей;
- Возможность автоматизации и роботизации сварочного процесса;
- Высокая культура производства и экологичность;
- Универсальность в материалах и возможность масштабирования.
К недостаткам можно отнести:
- Сложность диагностики сварного соединения;
- Требования к чистоте металлов при сварке;
- Сложность настройки аппаратуры.
Техника безопасности при точечной сварке
Основной пункт при выполнении SPOT сварки - соблюдение правил электробезопасности. При применении устройства кабели питания не должны иметь нарушение целостности изоляции и оголенных проводов. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифференциального автоматического выключателя и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Технология и процесс точечной сварки

Для выполнения SPOT сварки необходимы:
- Сам аппарат для точечной сварки;
- Детали, которые необходимо соединить;
- Токопроводящий грунт или мастика для обеспечения защиты деталей от воздействия внешних факторов.
С учетом толщины металла, его вида и условий процесс соединения деталей может отличаться. Однако, в основном последовательность действий одинакова.
SPOT сварка происходит в несколько этапов:
- Подготовка поверхностей. Рабочая поверхность обязана быть очищена от различных диэлектрических лакокрасочных материалов и окислов, а также должны соединяться без каких либо усилий.
- Фиксация деталей. Для этого привод клещей плотно сжимает поверхности. Это необходимо для образования мест проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек параметров и постоянного контроля за качеством на производстве.
Среди дефектов можно выделить:
- Прожог;
- Выплески;
- Непровар;
- Уменьшение диаметра сварки;
- Трещины и разрушение основного металла.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Стандартные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Обнаруженные дефекты исправляются следующими методами:
- Повторным провариванием точкой;
- Высверливание и последующая сварка полуавтоматом;
- Наружные выплески поддаются зачистке;
- Проковка горячей точки;
- Установка сварной или вытяжной заклепки.